

3·制备UV装饰板材基本工艺流程
基材表面砂磨平整,清除灰尘,涂覆一层UV渗透液,在温度50℃的红外照射条件下线下流平3min,然后再继续涂覆一层厚度40μm的UV腻子,在60℃红外照射条件下流平2min,进入紫外光固化机光固化,固化能量300mJ/cm2,进行打磨处理后,涂覆一层厚度为20μm的UV封闭底漆,在60℃红外照射条件下流平2min,光固化,固化能量300mJ/cm2,进行打磨处理后,涂覆一层30μm有色UV面漆,在60℃红外照射条件下流平2min,光固化,固化能量800mJ/cm2,进行打磨处理后,烫印一层印有花纹的转印膜,涂覆一层10μmUV透明胶,在60℃红外照射条件下流平2min,光固化,固化能量300mJ/cm2,再涂覆一层15μmUV罩光清漆,在60℃红外照射条件下流平1min,光固化,固化能量300mJ/cm2,再涂覆一层15μmUV罩光清漆,在60℃红外照射条件下流平1min,光固化,固化能量800mJ/cm2,完全固化,复合装饰板示意图见图1。对上述漆样分别测试了物理机械性能,数据如表6。
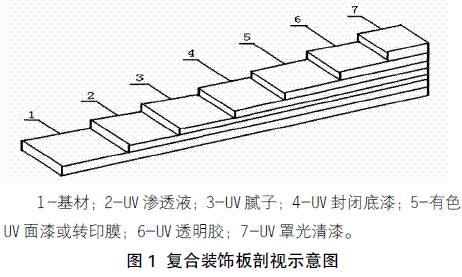
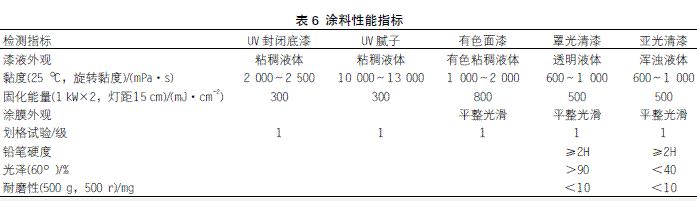 表6 涂料性能指标
表6 涂料性能指标生产线上可采用滚涂和淋涂的涂装方式,涂层厚度为10~100μm。红外流平段将流平机温度调至70~100℃,流平时间1~3min,使涂层中的挥发性溶剂充分挥发,紫外光固化时采用装有3~20kW的高压汞灯和金属卤素灯的光固化机进行涂层固化。
4·结语
随着人们对环境保护、生态平衡及经济可持续发展等问题重视程度的提高,各国都在制定相关法规以限制VOC的排放,因此具有环保特性的UV光固化涂料的应用还在迅速增长,在家电、塑料、地板、纸张印刷等方面已经有了广泛应用。许多研究者也在进行大量的研究工作,进一步拓宽UV涂料的应用领域。本文提及的UV装饰板材涂料是一个较新的发展方向,有必要继续进行大量的基础性及应用性方面的研究工作。
参考文献
[1]杨建文,曾兆华,陈用烈.光固化涂料及应用[M].北京:化学工业出版社,2005,126-129.
[2]丁娜,金逐中.UV光固化涂料固化后黄变的探讨[J].涂料工业,2011,41(5):26-28.
[3]杨永吉,黄世承.高性能水性复配型光稳定剂应用于南方松表面处理[J].涂料工业,2011,41(9):5-9.
