

总体来说,我国在新颖重防腐涂料的制造技术上,不比国际大公司落后,但在重防腐涂料施工性能和涂装技术研究上却落后很多。特别是在水性富锌底漆的无气喷漆技术上,国内有的厂家虽成功开发了各种水性富锌涂料,甚至拿到了国家奖励,却因无气喷漆喷不出来,而不能用在重防腐行业中,造成资源浪费。
1 无气喷漆法
无气喷漆法是水性富锌涂料最主要喷涂法。
1.1 工作原理
无气喷漆法是喷漆机以压缩空气或电力作动力驱动液压泵,将涂料吸收并加压至一定的压强 (11.0~40.0 mPa),再通过高压软管、喷枪和特制硬质合金喷嘴,高压漆流离开喷嘴时,速度达到100 m/s。随着冲击空气和高压的急剧下降,涂料膨胀而分散雾化,涂覆在钢材表面。因涂料雾化不用压缩空气,所以称为无气喷涂。
1.2 特点
(1)使用范围广泛。除了预涂和修补,采用刷涂外,重防腐涂装行业中,均需采用无气喷漆机进行涂装。随着涂装技术的发展以及各种高性能涂料问世,各种不同的无气喷漆机被研制,不仅适用于特殊的防火涂料,还适用于所有重防腐涂料包括水性富锌涂料;不仅在钢结构上喷涂,还可在混凝土上喷涂。
(2)涂装的效率高。钢结构制造业一般是流水线作业,只有无气喷涂才能适应生产的需要,特别在船舶、桥梁的钢材预处理和集装箱的涂装,都已采用了无气喷漆的自动化流水作业,涂装效率高。近期,开发的一机多枪的无气喷漆机,施工效率更高。
(3)涂层质量高。无气喷漆时,喷射雾化的涂料中不含空气、油、水等杂质,涂层质量好。加上涂料压力高,渗透性强,在缝隙、棱角处也能形成附着力较好的涂层。
(4)环保、节能效益明显。无气喷漆机可喷涂高固含,VOC 低的涂料,不加或加少量稀释,一次喷涂即可达到较高的膜厚;同时能有效控制膜厚,减少损耗。
1.3 类型的选择
对于水性富锌涂料的无气喷漆应采用独特的专用喷漆机,目前专用机尚未完全普及。JPT3552 无气喷涂机为重庆机械厂研发的专喷水性有机、无机富锌底漆。国外生产的水性涂料专用喷漆机的主要构件是用不锈钢材料。图1 为两种型号无气喷涂机。
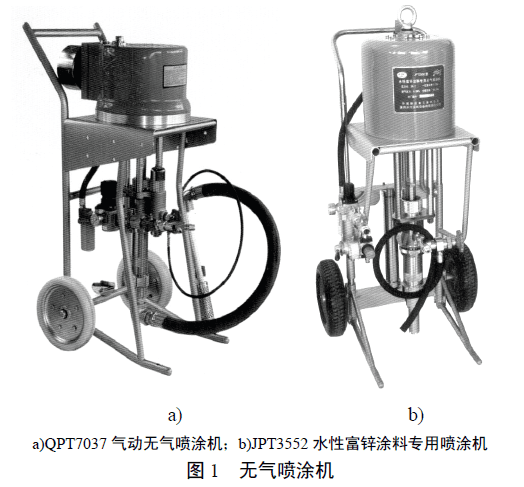
专喷水性有机、无机富锌底漆无气喷涂机JPT3552 具有:(1)采用机械换向气动马达、集成块式设计,适合流水线连续作业;(2)流量大、行程长、运行频率慢,磨损小;(3)压力脉动小,涂膜层均匀,涂装质量好;(4)涂料缸内壁采用陶瓷材料,涂料不易附着在缸体内壁及其他通道;
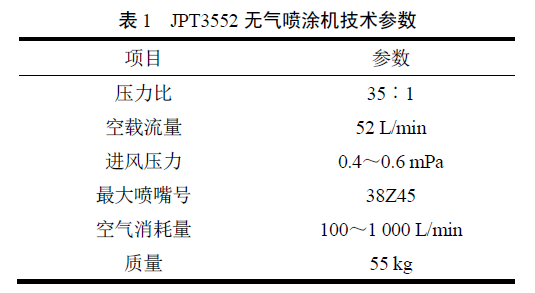
(5)采用升降式直插吸入。表1 列出其技术参数。
由于水性富锌底漆有较高的锌粉含量,沉淀速度快、易结块,损坏无气喷漆机的压送结构,必须采用富锌专用无气喷漆机。它的特点是:
(1)高压泵如加压活塞与连杆运动速度慢,降低压送机结构磨损;
(2)配备专用的搅拌装置,边搅拌边喷漆;
(3)压送机械等都采用特殊的耐磨材料,并配合专用的喷枪、喷嘴和高压软管也有较高的耐磨性;
(4)压缩空气进气管与涂料输出管孔径较大,涂料的输送量也大;
(5)加压活塞系统与高压柱塞系统设计成分体式结构便于清洗,保养与更换损件。常用溶剂型富锌无气喷气机品种
有:
(1)Graco公司BULLDOG,压缩比33︰1;
(2)WIWA 公司4403238032,压缩比32︰1;
(3)长江机械厂GPT 9C、GPT 3256C、CP 32560CF,压缩比32︰1。在溶剂型与水型富锌漆交替使用时,须认真进行无气喷漆机的清洗。清洗时,应该先将泵体的机滤器和喷嘴的滤芯清洗干净。还需注意:
(1)当喷过溶剂型涂料的无气喷漆机,须喷涂水性涂料时,先用涂料的稀释剂清洗两次,再用温热的自来水(30℃~35℃)清洗后,才可以喷涂水性混合料;
(2)当水性混合料更换喷涂溶剂型涂料时,先用温热的自来水(30℃~35℃)清洗,再用涂料的涂料的稀释剂清洗两次,才可以喷涂溶剂型涂料。2 提高水性富锌底漆的施工性能提高水性富锌底漆的施工性能是涂料厂的责任。
2.1 施工性能的定义
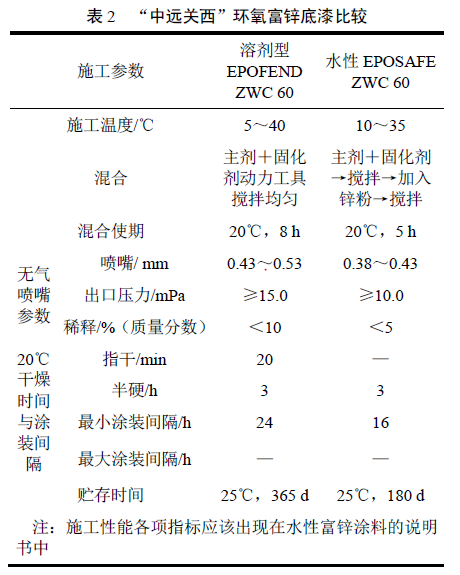
重防腐水性富锌底漆的施工性能是由富锌底漆的内在品质所决定的,它是水性底漆的技术指标之一,是确保产品可靠性的关键,是涂装工艺设计的基础。施工性能包括:对表面处理的要求、无气喷漆的技术条件、环境温度和湿度、干燥时间与涂装间隔、熟化时间与混合使用期、专用稀释剂类型和稀释比、覆盖率。水性富锌底漆与溶剂型富锌底漆在施工性能上有较大的差异,见表2。
2.2 施工性能的环节
2.2.1 分类
在中国市场上,目前使用的水性富锌涂料有两大类:水性无机富锌和水性有机富锌底漆,其中以水性双氧富锌底漆为主。不同类型的水性富锌底漆有不同的施工性能,锌粉含量高于80%的水性无机富锌底漆最难进行无气喷漆。尽量选择防腐性能优异,又有较好施工性能的水性富锌涂料。
2.2.2 改进涂料配方,提高施工性能
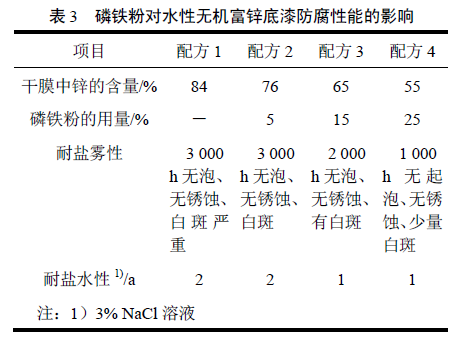
不同厂家生产的水性富锌底漆因成膜树脂、原材料来源、配方成份、锌粉含量等各不相同,施工性能也有很大的差异。特别是磷铁粉的加入能提高水性无机富锌底漆的施工性能。无气喷漆时,加入磷铁粉的水性富锌底漆容易,搅拌均匀,喷漆流畅;一次喷漆可达较高膜厚。并可降低涂层龟裂趋势;实验证明,水性富锌底漆中添加适量的磷铁粉,可不使用封闭底漆。但必须经过试验,磷铁粉的加入量一般控制在15%以内,以免影响防锈性能。
2.2.3 产品说明书的编制
水性富锌涂料厂应要把要把ISO 12944 国际标准和国标GB 9961-1998 编写相应的说明书。每种涂料都有一份涂料说明书,除了产品说明、各项物理参数、最主要包括施工说明。如产品干燥时间、混合使用期、涂装间隔、使用方法、无气喷漆的技术参数,这些是涂装设计的基础,是保证涂层质量的关键。
2.2.4 派遣涂装技术服务人员
涂装技术服务人员到施工现场,这是涂料产品增值的主要内容。国际品牌公司、国内的“三峡”“鱼童”等公司都配有技术服务部和专职人员,具备 NaCe、FroSo、涂装检验员证书或相关行业的涂装工程师证书。专职人员不仅要熟悉本公司涂料产品,而且要熟悉涂装工艺的每个环节;配合涂装总承包进行涂装设计、指导施工人员进行现场操作、不让不合格产品交付和转序、实施系列涂装管理。如耗漆量、膜厚、涂装工艺条件等方面管理,沟通设计、业主、总包、涂装分包、监理的关系。在一般情况下,技术服务部的费用开支约占成本的12%,是节能环保的关键。
3 水性富锌底漆施工的关键技术
3.1 水性富锌涂料对钢材表面处理的要求
钢材表面处理 质量的好坏,对底漆漆膜质量的影响程度要达到50%。水性涂料对表面处理的要求比溶剂型涂料要高。
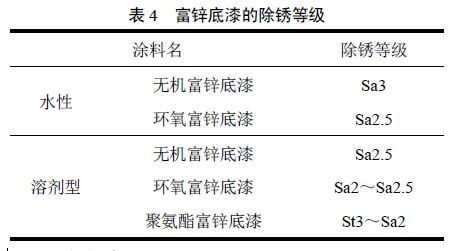
3.1.1 除锈等级
3.1.2 粗糙度
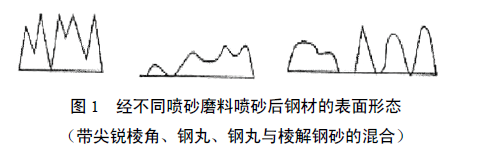
水性富锌涂料对机械除锈后的粗糙度值要求较高,特别是水性无机富锌底漆Rz≈50~75 μm;在磨料的选择和配合度上,应适当增加棱角钢砂的份额,使粗糙度的形状成尖锐状(图1),以增加水性富锌底漆与钢材的附着力。
3.1.3 清洁度
待涂钢材表面必须干燥、无灰尘和其他污染。无论水性无机富锌底漆还是水性环氧富锌底漆,处理后的钢材表面都不允许有油污存在。在笔者是的工作实际中,多次碰到因钢丸带油污而使水性富锌底漆脱落的严重事件。
3.2 钢结构表面的缺陷处理及预涂装
针对水性富锌涂料具有尖锐边缘高收缩性的特性,对于钢构件表面的切割、电焊缝等尖锐边缘实现仔细摸出圆角;对于点焊、铆钉接缝、跳焊部位尖锐边角等,均需采取预涂措施:(1)自由边——钢材自由边上的尖角毛刺,用砂轮打磨至r=2 mm 的圆角;(2)切割边——切割边的峰谷差超过1 mm 时,打磨到1 mm 以下,坚硬的熔渣表面要进行打磨处理;(3)咬边——焊缝上深为0.8 mm以上的咬口,进行补焊处理;(4)飞溅——焊接产生的飞溅要打磨光顺;(5)剥落——钢材表面的剥落,用砂轮修整;(6)凹坑——深度在0.8 mm 以上的要补焊处理;(7)焊缝——焊缝接头,以及表面有2 mm 以上的突出或有锋利突出时,砂轮打磨光顺;(8)切割面——尽管光顺,但是由于非常坚硬不利于喷砂,要先打磨掉表层。重防腐涂料的涂装工艺,预涂是关键和瓶颈,一般在表面缺陷处理后,马上进入预涂装阶段。图2为“振华”港机在钢梁内部的预涂装,使用的是美国TENEC 环氧厚膜型水性涂料。水性涂料施工中,所有构件的接头等都应紧闭,以免水分进入。预涂工作应十分仔细与到位,这方面教训十分深刻
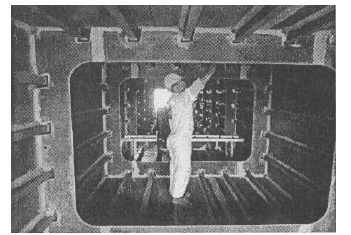
图2 “振华”港机钢梁内部的预涂装
3.3 无氯喷漆的技术要点
3.3.1 喷漆压力的控制
水性环氧富锌的喷漆压力明显小于溶剂型环氧富锌底漆,而一般状况下,水性无机富锌底漆的喷漆压力要小于水性环氧富锌底漆。以锌粉含量在80%的水性无机富锌为例,喷漆压力应为11.0 mPa,采用重庆长江机械厂GPT 9C 无气喷漆机,进风压力应控制在0.35 mPa。喷漆压力若超过15.0 mPa,底漆锌粉会堵塞喷嘴,无法继续喷涂施工。在国际品牌的涂料说明书中都有水性富锌涂料的喷漆压力要求,国内只有上海门普莱新材料有限公司的水性无机富锌底漆的说明书上有喷漆压力的要求。
3.3.2 喷漆的选择与及时调换
根据水性富锌底漆的规定膜厚和待涂钢结构的形状,选择合适孔径大小和喷嘴,这是保证涂层质量和耗漆量的关键。由于材质上的差异,喷嘴推荐采用国外厂家(如Graco、WIWA、Wagner 等公司)的产品,若采用重庆长江机械厂生产的,一定要选用富锌底漆Z 型专用喷嘴。在施工中,并随时注意孔径和喷嘴的变化。喷水性富锌底漆的喷嘴磨损严重,喷孔变大变圆,流量增大,不仅会严重影响漆膜的外观质量及膜厚质量而且成倍增加耗漆量。表5列出喷嘴的磨损和喷涂流量的关系。
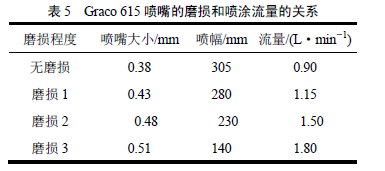
图2 “振华”港机钢梁内部的预涂装
3.3 无氯喷漆的技术要点
3.3.1 喷漆压力的控制
水性环氧富锌的喷漆压力明显小于溶剂型环氧富锌底漆,而一般状况下,水性无机富锌底漆的喷漆压力要小于水性环氧富锌底漆。以锌粉含量在80%的水性无机富锌为例,喷漆压力应为11.0 mPa,采用重庆长江机械厂GPT 9C 无气喷漆机,进风压力应控制在0.35 mPa。喷漆压力若超过15.0 mPa,底漆锌粉会堵塞喷嘴,无法继续喷涂施工。在国际品牌的涂料说明书中都有水性富锌涂料的喷漆压力要求,国内只有上海门普莱新材料有限公司的水性无机富锌底漆的说明书上有喷漆压力的要求。
3.3.2 喷漆的选择与及时调换
根据水性富锌底漆的规定膜厚和待涂钢结构的形状,选择合适孔径大小和喷嘴,这是保证涂层质量和耗漆量的关键。由于材质上的差异,喷嘴推荐采用国外厂家(如Graco、WIWA、Wagner 等公司)的产品,若采用重庆长江机械厂生产的,一定要选用富锌底漆Z 型专用喷嘴。在施工中,并随时注意孔径和喷嘴的变化。喷水性富锌底漆的喷嘴磨损严重,喷孔变大变圆,流量增大,不仅会严重影响漆膜的外观质量及膜厚质量而且成倍增加耗漆量。表5列出喷嘴的磨损和喷涂流量的关系。